


Repair and refurbishment: superb refurb
13 April 2021
The aging process doesn’t just affect us humans; lifting and transport equipment is subject to fatigue, too. Unsurprising, given how hard it’s used. And as the slow but steady progression of rust and friction takes effect, once-new machines are wheeled into repair and refurbishment workshops around the world on an ever-revolving carousel. In this way the age-old practice of repair and refurbishment is actually in a constant state of evolution, with an endless queue of once-shiny machines looking for a new lease of life.
Context for the evolution of the repair and refurb sector can be provided by Dave Wood, director at Washington state, USA-based provider of heavy-equipment repair and restoration services Wheco Worldwide Services. Wheco has been in the crane and heavy equipment rehabilitation business for more than 40 years. During this time, the company has seen its business model evolve many times “as the crane and equipment industry is always changing.”
During this time Wheco’s remit has been broad, performing projects for the military, NASA, the nuclear industry, and the private and OEM sectors, not only in the USA but around the world. Having worked with so many different types of customer Wood is clear on what makes a successful working relationship. “Rehabbing equipment can consist of a complete unit or just a portion of the unit,” he says. “It comes down to a cost benefit – is it more economical and timelier to purchase new of refurbish existing. Every customer’s view of this a little different so our approach is customised to fit the need. It is a partnership in the end.”
Wind-related work
One recent area of work Wood highlights as being on the rise is as a result of the booming wind farm industry. “With the work on wind farms involving a great many of the larger cranes in the industry, we are receiving more and more track and side frame refurbishment requests,” Wood explains. “Track refurbishment is not a new idea as it has been around since steel tracks were attached to a machine. Anytime you have metal on metal there will be wear.”
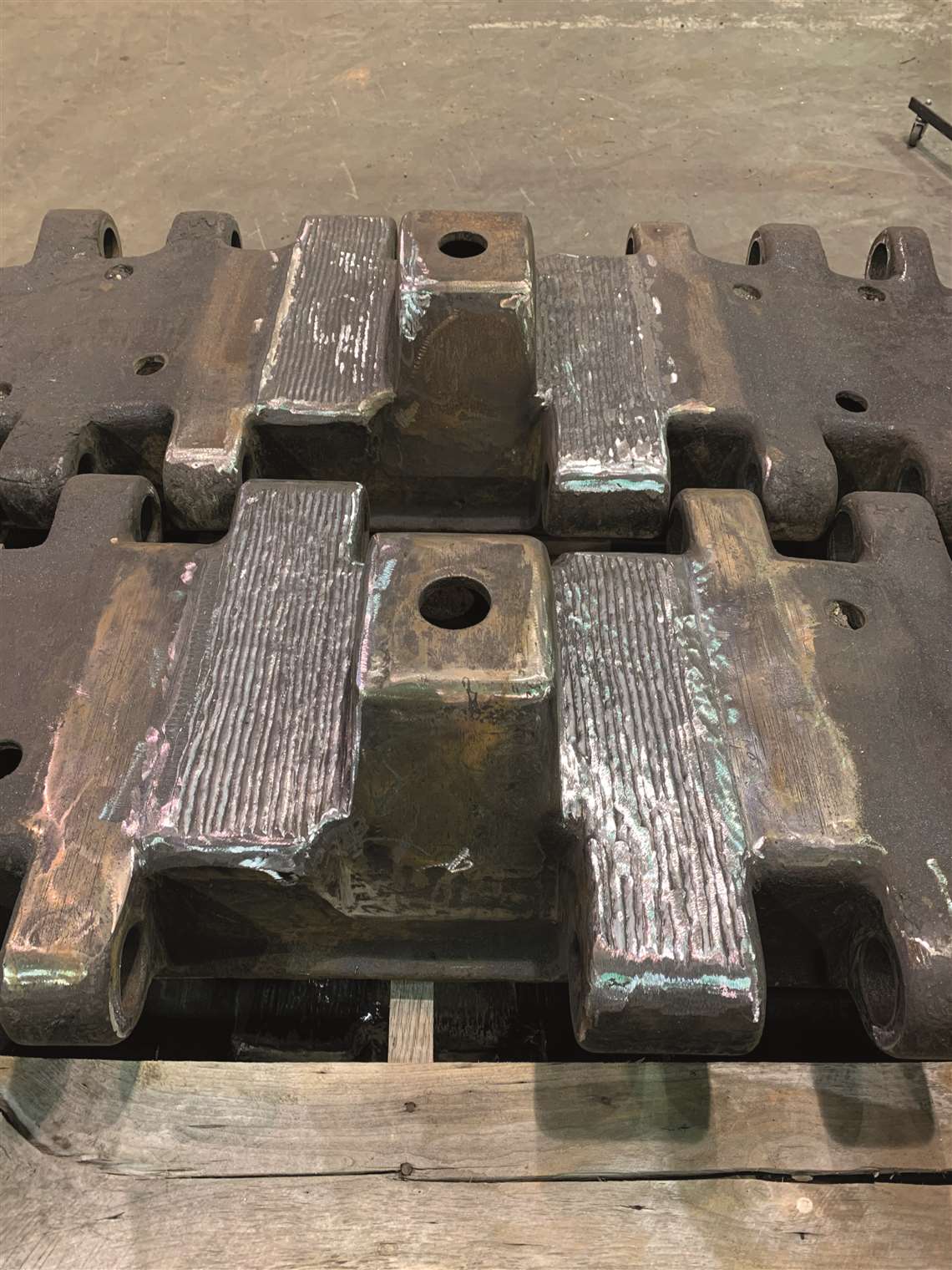 Wheco is getting more track and side frame refurbishment requests
Wheco is getting more track and side frame refurbishment requests
According to Wood, this wear is exacerbated by the practice of ‘walking’ the cranes from site to site. “These large cranes are tasked with not only lifting large components but walking from tower site to tower site,” he says. “Normally cranes would be disassembled for such moves but on wind farms that is not practical so many times the cranes are walked. Some companies have used SPMTs to transport but that is not the norm.
“Roller paths, rollers and sprockets are high wear items but at different wear rates. Typical roller path wear we see is around ¼”. To correct this, we will machine the surface many times to establish a clean base line and then weld up to original measurements.” This is a labour-intensive process but Wood says it is more economical than replacing with new. All rollers are disassembled and re-bushed, the sprockets are cleaned up and the wear surface built up with weld. “The final item which may be at a later date than the roller path or sprocket build up is re-pinning the track pads,” Wood outlines. “This can consist of line boring the pin holes and re-pinning with new oversized pins.”
Wood estimates that a typical track and side-frame refurbishment is approximately 50 percent of new cost and he says it can typically be turned around in less than 60 days, depending on the condition of the track assemblies when they arrive and what the customer wishes to address. “Some OEMs try to stock a set of refurbished tracks to help minimise customer down-time, which is a major cost in itself,” Wood says.
 Manitowoc’s EnCORE service creates refurbishment plans based on the individual requirements of the cranes
Manitowoc’s EnCORE service creates refurbishment plans based on the individual requirements of the cranes
Customisation is an approach also used by Wisconsin, USA-based crane manufacturer Manitowoc. The OEM has run its EnCORE refurbishment programme since 2011 and says that each project is unique with its rebuild team creating a refurb plan based on the individual requirements of the crane. The work covers hydraulic cylinders, crane structure, motors and gearboxes, hydraulic, mechanical, electrical systems, and more. On top of this, the crane’s technology is updated to the latest iteration and only Manitowoc-approved OEM parts are used so that customers know their cranes have been restored according to the original engineering specifications.
Boom times
Crane booms are a commonly refurbished item, with some repair shops specialising in this type of repair and servicing. “As the boom is the most delicate part of the crane we advise crane owners to only use specialists to work on the high tensile steel constructions,” advises Peter Klaassen, manager of offshore services at Rusch. The Netherlands-headquartered crane repair and maintenance company forged its reputation specialising in the repair and maintenance of offshore cranes. It expanded its area of operation and is now also a crane boom repair specialist. “Manufacturers are not always keen on repairing boom sections as it can disturb the production line,” Klaassen adds.
Although boom repairs may seem specific, they encompass multiple industries and types of machines, as Mike Smith, founder and president at Florida, USA-based boom specialist Certified Boom Repair Service, explains, “Although repairs in each scenario are different, the overall goal must be a repair that is safe, operable and structurally as sound as or stronger than the OEM original. With a lattice boom repair, multiple issues must be considered. Boom straightness and overall damage, including corrosion, need to be reviewed and defined. Lattice boom lacing replacement procedures are OEM specified for almost all booms and should be followed in all cases. Steel tube, grade, filler metal grade, welder qualifications and welds NDT need to be right and be documented.”
Telescopic corrosion
Hydraulic booms can also suffer similar damage as lattice booms, although repair procedures differ from those of lattice booms. “We often see significant corrosion set in on tops of base sections, requiring major repairs,” Smith continues. “Most booms have reinforcement plates on the top of the base section in which water is prone to collect. With hydraulic booms being constructed out of high strength steel plate, the repair procedures are different from repairing a lattice boom of steel tubing construction. However, the core concepts remain the same. The damaged steel needs to be replaced, and the boom needs to be straight. Every project has its own set of challenges that encompass all phases of a repair facility’s ability to provide a complete, accurate, timely and efficient repair process.”
No matter what part of a crane is being repaired, whether by an OEM or an independent, there is one unifying principle: safety. “Safety drives this industry,” affirms Smith. “A preventative maintenance culture must be implemented to guarantee safety. That goes for the service and repair process as much as the operational process.” This idea of preventative maintenance is echoed by Dave Wood, “With any maintenance, the trick is to stay ahead of the wear as once it gets beyond a certain point the only alternative may be new.”
Lube for longer life
Selecting appropriate greases and properly lubricating components on equipment will cause less wear and tear on machines, thus reducing the need for more costly maintenance and replacement parts, says Jonathon Roberts, vice president of operations at Lube-A-Boom, a company providing lubricants to the heavy equipment industry.

Service departments that routinely and properly lubricate their equipment will see less downtime, improved safety, and longer wear life on components. Proper equipment lubrication will enhance operator safety. Improperly lubricated equipment will rattle, jerk, and generally not run smoothly. This can lead to dangerous working conditions for operators on a jobsite.
Proper lubrication will also reduce equipment downtime. By keeping components on equipment properly lubricated with a good grease, you will extend maintenance intervals and keep your equipment working longer. Less downtime means your equipment will be more productive and have a higher rate of return on the investment you put into it. Shutting a crane down at a jobsite to lubricate it might seem like a major hindrance. But the few hours it takes to properly lubricate it will pay off in dividends, rather than facing several days or weeks of unscheduled maintenance to repair any parts that were broken because of improper or irregular lubrication. Today, many top-of-the-line greases now come in aerosol form, which makes lubricating crucial parts of equipment even faster and more convenient.
The full version of this article can be found in the December 2020 issue of our sister publication American Cranes & Transport (ACT).
 Before...
Before...
 ....and after
....and after
STAY CONNECTED


Receive the information you need when you need it through our world-leading magazines, newsletters and daily briefings.